
Troubleshooting Spray Adhesives
Optimizing Hot Melt Adhesives for Personal Hygiene Applications
Americas
Asia-Pacific
Europe
South Asia, Middle East & Africa
Personal hygiene applications – from diapers to fem care – are specially designed for absorbency and comfort. In addition, consumers expect high quality from their purchases. Nonwoven applications provide specific functions such as absorbency, stretch, softness, strength and cushioning. To keep up with demand, personal hygiene manufacturers rely on hot melt adhesives to assure a strong bond in their products. These manufacturers employ spray adhesive application as a critical component of their finished good production.
Hot melt spray adhesives are dispensed by manipulating a continuous bead of adhesive into a pattern with compressed air. To maximize machine uptime, it is necessary to understand how to establish a robust process and resolve application issues. Some common process challenges are:
Each of these issues could be tied to either an incorrect process setting or a system component malfunction. With the multitude of existing spray technologies, understanding common requirements helps resolve process issues and in turn leads to cleaner production lines with increased up-time.
Understanding how to maintain operating consistency is important. Each equipment manufacturer has best practices to keep the machinery working efficiently. Hot melt spray adhesive issues can result from an over-reliance on generalized guidelines. These are useful in establishing a starting point; however, it is important to gain a strong understanding of how the multiple variables may impact the process and lead to solutions.
| Viscosity | Viscosity measures the thickness of the molten hot melt adhesive at a given temperature setpoint. Each hot melt adhesive is formulated for specific finished good requirements, bond strength, substrate adherence, etc. and application method spray versus slot coating. The hot melt adhesive tank temperature should be set within the recommend operating range to achieve the ideal viscosity for the application technology used. |
|---|---|
| Flow Rate | Flow rate is the amount of adhesive being metered out to the substrate via the spray process and is controlled by the hot melt adhesive tank. When flow rates are too low, results can include poor adhesive distribution, weak bonds or overspray. A mismatch between nozzle orifice size, viscosity and flow rate can cause pattern issues that are difficult to remedy. |
| Nozzle Type | Spray nozzles are designed to emphasize a specific performance characteristic, from clog-resistance to bond strength. A mismatch of technology to application variables (e.g., flow rate) could result in a process issue. When required, changing spray nozzle types typically requires minimal time and capital investment. |
| Nozzle Height | Nozzle-to-substrate distance can be critical to performance. For some technologies, this dimension has a direct impact to pattern width – positioning closer to the substrate reduces spray width. For others, an incorrect setting can result in overspray as the pattern “floats” above the substrate. |
| Pattern Air | Used to manipulate the hot melt adhesive as it exits the spray nozzle, pattern air spins or oscillates a bead of adhesive and produces a pattern on the substrate. The setting is critical. It must be balanced with the viscosity and volume of hot melt adhesive for each application, along with requirements such as width or coverage density. With adhesive flow rate and nozzle type being fixed values, the correct amount of pattern air is tied to the application temperature of the hot melt adhesive. |
Hot melt spray adhesives, like TECHNOMELT, have a range of operating conditions. The key to a robust process is matching the abovementioned process variables to the adhesive, resulting in application consistency, proper equipment functionality and an efficient production line.
Equipment manufacturers provide recommended operating parameters. These are a baseline of initial settings for variables relevant to the spray nozzle-type. Used in concert with the hot melt adhesive technical data, an operational window is established and can be further optimized for a specific application. The settings vary among the spray technologies available, with each designed to prioritize particular performance characteristics, such as edge definition, clog resistance and low flow rate. Within a single production line, each application could have a different nozzle type, and a baseline must be set for each.
Hot melt spray adhesive technology is impacted by heat, time, and oxidation. If the adhesives are not run within recommended ranges, negative impacts like char can occur. This can impact the process parameters and can cause other issues within the production line and ultimately downtime. Once baseline settings are established, each application will need fine-tuning to obtain optimal performance. In most cases, working within the recommended ranges for each of the process variables will yield good results. Henkel developed a methodology to obtain the best possible performance from each spray application.
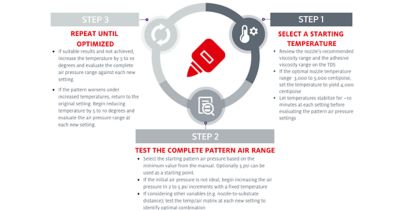
This information in the graphic is intended to be an overview of a procedure that is critical and very challenging. To gain a more in-depth explanation of the procedure and underlying methodology, contact Henkel to gain access to training classes, webinars and support for specific issues.
There is a difference in approach between establishing a new application and troubleshooting an existing production issue. A new application is defined as a freshly installed production line or an existing line where an application has been changed from one technology to another – for example slot coating to spray coating or changing between two different types of spray applications. A new application requires establishing an operating window based on the key process elements.
An established application was previously optimized upon installation. The performance has diminished significantly over a period of time. The key process variables of an established application should never be adjusted. The established settings that worked for the previous weeks, months or years should not need changing. Instead, a root cause should be identified. This could include:
If the process variable has changed, then returning it to a known good run setting will remedy the issue. If the issue is a malfunctioning component, the first step is cleaning and inspection are the minimum requirement, while in some cases replacement will be necessary. Keep in mind, a faulty component can be anything within the hot melt adhesive system (e.g., hot melt pump) or an external input (e.g., pattern air supply line). It is not isolated to the spray applicator, module and nozzle.
In extreme cases, process issues can warrant a significant change. This could be the type of application technology – from spray to slot coating – or the specific adhesive product to incorporate different performance properties. While extremely uncommon in new applications, a mismatch between hardware, adhesive selection and process requirements can be the cause of any persistent issues. For established applications, a different set of factors should be considered such as changes to substrates, machine settings or the plant environment.
Operating a hot melt adhesive production line has a variety of challenges. To establish a robust spray adhesive process, a strong understanding of the relationship between several factors is required. This includes understanding the key process variables required to create and maintain a stable application. It also involves learning how to implement new applications and troubleshoot existing applications. For nonwoven applications, manufacturers rely on the effectiveness of hot melt adhesives to assure a strong seal or bond. Brand owners need to understand the working relationship between the equipment and adhesive to maximize both uptime and finished good performance. To gain more insights on ways to increase efficiency of hot melt adhesive, contact Henkel and learn more best practices about improving the operating life of adhesive.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.
Please fill out the form below and we'll respond shortly.